

歡迎您來到廣州聚鎂材料科技有限公司!
在線客服
- 1
- 2
- 3
新聞中心News
|
博客詳情
當(dāng)前位置:
首頁>
博客詳情
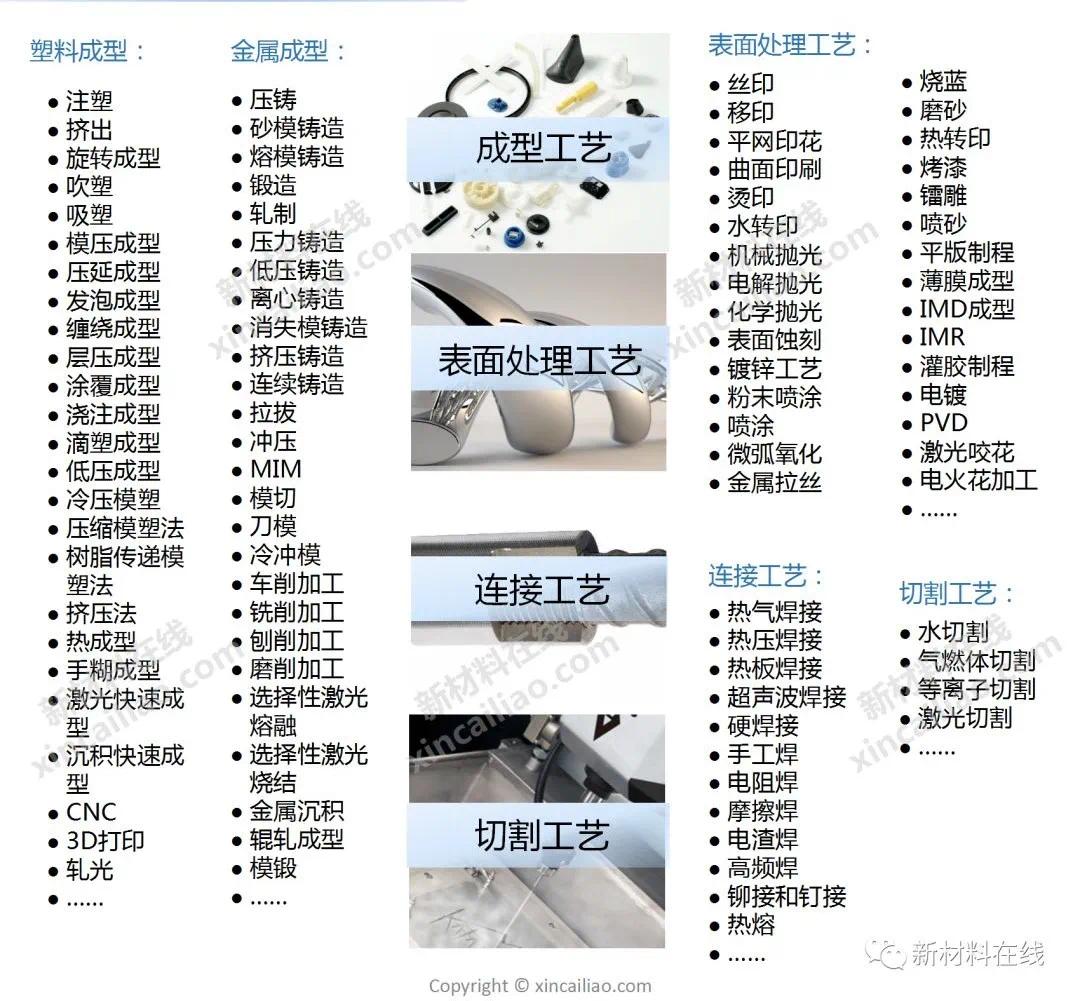
動圖更震撼 分分鐘看懂成型、表面加工、連接、切割等4類120+工藝 CMF設(shè)計師收藏起來!(一)
專欄:行業(yè)資訊
發(fā)布日期:2021-06-30
閱讀量:608
作者:
作為CMF設(shè)計師,各種材料的加工工藝必定接觸的不少。 今天,小編為大家匯總的成型、表面加工、連接、切割等四個方面共120+工藝動圖,希望能對大家有所幫助。
注塑 一種工業(yè)產(chǎn)品生產(chǎn)造型的方法。產(chǎn)品通常使用橡膠注塑和塑料注塑。注塑還可分注塑成型模壓法和壓鑄法。注射成型機(簡稱注射機或注塑機)是將熱塑性塑料或熱固性料利用塑料成型模具制成各種形狀的塑料制品的主要成型設(shè)備,注塑成型是通過注塑機和模具來實現(xiàn)的。
模內(nèi)裝飾鑲嵌注塑,簡稱IML,它是指在填充的同時,對塑料件表面進行印刷與裝飾,來提高塑料制品的附加價值,及提升生產(chǎn)效率。其工藝非常顯著的特點是:表面是一層硬化的透明薄膜,中間是印刷圖案層,背面是塑膠層,由于油墨夾在中間,可使產(chǎn)品防止表面被刮花和耐摩擦,并可長期保持顏色的鮮明不易退色。
擠出 物料通過擠出機料筒和螺桿間的作用,邊受熱塑化,邊被螺桿向前推送,連續(xù)通過機頭而制成各種截面制品或半制品的一種加工方法。
旋轉(zhuǎn)成型 又稱滾塑成型、旋塑、旋轉(zhuǎn)模塑、旋轉(zhuǎn)鑄塑、回轉(zhuǎn)成型等,該成型方法是先將計量的塑料(液態(tài)或粉料)到加入模具中,在模具閉合后,使之沿兩垂直旋轉(zhuǎn)軸旋轉(zhuǎn),同時使模具加熱,模內(nèi)的塑料原料在重力和熱能的作用下,逐漸均勻地涂布、熔融粘附于模腔的整個表面上,成型為與模腔相同的形狀,再經(jīng)冷卻定型、脫模制得所需形狀的制品。
吹塑 也稱中空吹塑,是一種發(fā)展迅速的塑料加工方法。熱塑性樹脂經(jīng)擠出或注射成型得到的管狀塑料型坯,趁熱(或加熱到軟化狀態(tài)),置于對開模中,閉模后立即在型坯內(nèi)通入壓縮空氣,使塑料型坯吹脹而緊貼在模具內(nèi)壁上,經(jīng)冷卻脫模,即得到各種中空制品。 輥壓成型工藝指依靠材料的塑性移動特性,采用滾動擠壓的原理成形各種復(fù)雜制件的工藝。
吸塑 一種塑料加工工藝,主要原理是將平展的塑料硬片材加熱變軟后,采用真空吸附于模具表面,冷卻后成型,并應(yīng)用于各行各業(yè)的一種技術(shù)工藝。
模壓成型 又稱壓制成型或壓縮成型,是先將粉狀,粒狀或纖維狀的塑料放入成型溫度下的模具型腔中,然后閉模加壓而使其成型并固化的作業(yè).模壓成型可兼用于熱固性塑料,熱塑性塑料和橡膠材料。
壓延成型 將熔融塑化的熱塑性塑料通過兩個以上的平行異向旋轉(zhuǎn)輥筒間隙,使熔體受到輥筒擠壓延展、拉伸而成為具有一定規(guī)格尺寸和符合質(zhì)量要求的連續(xù)片狀制品,最后經(jīng)自然冷卻成型的方法。壓延成型工藝常用于塑料薄膜或片材的生產(chǎn)。
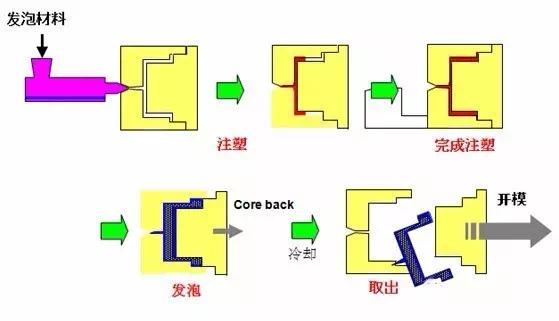
發(fā)泡成型 是在發(fā)泡材料(PVC,PE和PS等)中加入適當(dāng)?shù)陌l(fā)泡劑,使塑料產(chǎn)生微孔結(jié)構(gòu)的過程。幾乎所有的熱固性和熱塑性塑料都能制成泡沫塑料,發(fā)泡成型已成為塑料加工中一個重要領(lǐng)域。
微發(fā)泡技術(shù)流程圖(來源:ofweek)
微發(fā)泡技術(shù)流程圖 纏繞成型 工藝是將浸過樹脂膠液的連續(xù)纖維(或布帶、預(yù)浸紗)按照一定規(guī)律纏繞到芯模上,然后經(jīng)固化、脫模,獲得制品。
層壓成型 是指在加熱、加壓下把多層相同或不同材料結(jié)合整體的成型加工方法。常用于塑料加工,也用于橡膠加工。
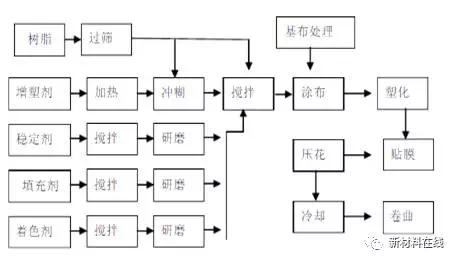
涂覆成型 是利用塑性溶膠或有機溶膠涂覆與布或紙等基材的表面,制成仿皮革制品、漆布或塑料壁紙等,或?qū)⒎蹱钏芰贤扛才c金屬表面的工藝。 常見的塑料涂層制品有人造革、漆布、塑料壁紙及各種金屬涂層制品。
澆注成型 是塑料加工的一種方法。早期的澆鑄是在常壓下將液態(tài)單體或預(yù)聚物見聚合物注入模具內(nèi),經(jīng)聚合而固化成型變成與模具內(nèi)腔形狀相同的制品。60年代出現(xiàn)了尼龍單體澆鑄見聚酰胺隨著成型技術(shù)的發(fā)展,傳統(tǒng)的澆鑄概念有所改變,聚合物溶液、分散體指聚氯乙烯糊和熔體也可用于澆鑄成型。
滴塑 技術(shù)是利用熱塑性高分子材料具有狀態(tài)可變的特性,即在一定條件下具有黏流性,而常溫下又可恢復(fù)固態(tài)的特性,并使用適當(dāng)?shù)姆椒ê蛯iT的工具噴墨,在其黏流狀態(tài)下按要求塑造成設(shè)計的形態(tài),然后在常溫下固化成型。
冷壓模塑 是壓縮模塑的一種。和普通壓縮模塑不同的是在常溫下使物料加壓模塑。脫模后的模塑品可再行加熱或借助化學(xué)作用使其熟化。
壓縮模塑法 主要用于熱固性塑料制品的生產(chǎn)。成型經(jīng)過加熱使其熔化,加壓沖模,再經(jīng)過加熱交聯(lián)固化,脫模后既得制品。
樹脂傳遞模塑 是將樹脂注入到閉合模具中浸潤增強材料并固化的工藝方法。該項技術(shù)可不用預(yù)浸料、熱壓罐,有效地降低設(shè)備成本、成型成本。 該項技術(shù)近年來發(fā)展很快,在飛機工業(yè)、汽車工業(yè)、艦船工業(yè)等領(lǐng)域應(yīng)用日廣,并研究發(fā)展出RFI 、VARTM 、SCRIMP 、SPRINT等多種分支,滿足不同領(lǐng)域的應(yīng)用需求。
擠壓 是用沖頭或凸模對放置在凹模中的坯料加壓,使之產(chǎn)生塑性流動,從而獲得相應(yīng)于模具的型孔或凹凸模形狀的制件的一種壓力加工方法。擠壓時,坯料產(chǎn)生三向壓應(yīng)力,即使是塑性較低的坯料,也可被擠壓成形。
熱成型 是一種將熱塑性塑料片材加工成各種制品的較特殊的塑料加工方法。將熱塑性塑料片材加工成各種制品的一種較特殊的塑料加工方法。片材夾在框架上加熱到軟化狀態(tài),在外力作用下,使其緊貼模具的型面,以取得與型面相仿的形狀。冷卻定型后,經(jīng)修整即成制品。
手糊成型 又稱手工裱糊成型、接觸成型,指在涂好脫模劑的模具上,采用手工作業(yè),即一邊鋪設(shè)增強材料,一邊涂刷樹脂直到所需塑料制品的厚度為止,然后通過固化和脫模而取得塑料制品的這一成工藝。
激光快速成型(LaserRapidPrototyping:LRP)是將CAD、CAM、CNC、激光、精密伺服驅(qū)動和新材料等先進技術(shù)集成的一種全新制造技術(shù)。與傳統(tǒng)制造方法相比具有:原型的復(fù)制性、互換性高;制造工藝與制造原型的幾何形狀無關(guān);加工周期短、成本低,一般制造費用降低50%,加工周期縮短70%以上;高度技術(shù)集成,實現(xiàn)設(shè)計制造一體化。
熔融沉積成型法 (FDM,Fused Deposition Modeling),這種工藝是通過將絲狀材料如熱塑性塑料、蠟或金屬的熔絲從加熱的噴嘴擠出,按照零件每一層的預(yù)定軌跡,以固定的速率進行熔體沉積。
CNC 計算機數(shù)字控制機床是一種裝有程序控制系統(tǒng)的自動化機床。該控制系統(tǒng)能夠邏輯地處理具有控制編碼或其他符號指令規(guī)定的程序,并將其譯碼,從而使機床動作并加工零件。
3D打印(3DP)即快速成型技術(shù)的一種,它是一種以數(shù)字模型文件為基礎(chǔ),運用粉末狀金屬或塑料等可粘合材料,通過逐層打印的方式來構(gòu)造物體的技術(shù)。3D打印通常是采用數(shù)字技術(shù)材料打印機來實現(xiàn)的。常在模具制造、工業(yè)設(shè)計等領(lǐng)域被用于制造模型,后逐漸用于一些產(chǎn)品的直接制造,已經(jīng)有使用這種技術(shù)打印而成的零部件。
3D打印存在著許多不同的技術(shù)。它們的不同之處在于以可用的材料的方式,并以不同層構(gòu)建創(chuàng)建部件。3D打印常用材料有尼龍玻纖、聚乳酸、ABS樹脂、耐用性尼龍材料、石膏材料、鋁材料、鈦合金、不銹鋼、鍍銀、鍍金、橡膠類材料。 噴墨打印屬于單色抖動輸出模擬灰度,其質(zhì)量主要決定于打印機,在黑白文本和彩色圖像輸出中的分辨率,灰度、色彩層次、飽和度和色溫等。
壓鑄(注意壓鑄不是壓力鑄造的簡稱)是一種金屬鑄造工藝,其特點是利用模具腔對融化的金屬施加高壓。模具通常是用強度更高的合金加工而成的,這個過程有些類似注塑成型。
砂模鑄造 就是用砂子制造鑄模。砂模鑄造需要在砂子中放入成品零件模型或木制模型(模樣),然后在模樣周末填滿砂子,開箱取出模樣以后砂子形成鑄模。為了在澆鑄金屬之前取出模型,鑄模應(yīng)做成兩個或更多個部分;在鑄模制作過程中,必須留出向鑄模內(nèi)澆鑄金屬的孔和排氣孔,合成澆注系統(tǒng)。鑄模澆注金屬液體以后保持適當(dāng)時間,一直到金屬凝固。取出零件后,鑄模被毀,因此必須為每個鑄造件制作新鑄模。
熔模鑄造 又稱失蠟鑄造,包括壓蠟、修蠟、組樹、沾漿、熔蠟、澆鑄金屬液及后處理等工序。失蠟鑄造是用蠟制作所要鑄成零件的蠟?zāi)#缓笙災(zāi)I贤恳阅酀{,這就是泥模。泥模晾干后,在焙燒成陶模。一經(jīng)焙燒,蠟?zāi)H咳刍魇В皇L漳!R话阒颇嗄r就留下了澆注口,再從澆注口灌入金屬熔液,冷卻后,所需的零件就制成了。
模鍛 是在專用模鍛設(shè)備上利用模具使毛坯成型而獲得鍛件的鍛造方法。根據(jù)設(shè)備不同,模鍛分為錘上模鍛,曲柄壓力機模鍛,平鍛機模鍛,摩擦壓力機模鍛等。輥鍛是材料在一對反向旋轉(zhuǎn)模具的作用下產(chǎn)生塑性變形得到所需鍛件或鍛坯的塑性成形工藝。它是成形軋制(縱軋)的一種特殊形式。
鍛造 是一種利用鍛壓機械對金屬坯料施加壓力,使其產(chǎn)生塑性變形以獲得具有一定機械性能、一定形狀和尺寸鍛件的加工方法,鍛壓(鍛造與沖壓)的兩大組成部分之一。通過鍛造能消除金屬在冶煉過程中產(chǎn)生的鑄態(tài)疏松等缺陷,優(yōu)化微觀組織結(jié)構(gòu),同時由于保存了完整的金屬流線,鍛件的機械性能一般優(yōu)于同樣材料的鑄件。相關(guān)機械中負載高、工作條件嚴峻的重要零件,除形狀較簡單的可用軋制的板材、型材或焊接件外,多采用鍛件。
軋制 又稱壓延,指的是將金屬錠通過一對滾輪來為之賦形的過程。如果壓延時,金屬的溫度超過其再結(jié)晶溫度,那么這個過程被稱為“熱軋”,否則稱為“冷軋”。壓延是金屬加工中最常用的手段。
壓力鑄造 的實質(zhì)是在高壓作用下,使液態(tài)或半液態(tài)金屬以較高的速度充填壓鑄型(壓鑄模具)型腔,并在壓力下成型和凝固而獲得鑄件的方法。
低壓鑄造 在低壓氣體作用下使液態(tài)金屬充填鑄型并凝固成鑄件的鑄造方法。低壓鑄造最初主要用于鋁合金鑄件的生產(chǎn),以后進一步擴展用途,生產(chǎn)熔點高的銅鑄件、鐵鑄件和鋼鑄件。
離心鑄造 是將液體金屬注入高速旋轉(zhuǎn)的鑄型內(nèi),使金屬液在離心力的作用下充滿鑄型和形成鑄件的技術(shù)和方法。離心鑄造所用的鑄型,根據(jù)鑄件形狀、尺寸和生產(chǎn)批量不同,可選用非金屬型(如砂型、殼型或熔模殼型)、金屬型或在金屬型內(nèi)敷以涂料層或樹脂砂層的鑄型。
消失模鑄造 是把與鑄件尺寸形狀相似的石蠟或泡沫模型粘結(jié)組合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據(jù)模型位置,凝固冷卻后形成鑄件的新型鑄造方法。消失模鑄造是一種近無余量、精確成型的新工藝,該工藝無需取模、無分型面、無砂芯,因而鑄件沒有飛邊、毛刺和拔模斜度,并減少了由于型芯組合而造成的尺寸誤差。
擠壓鑄造 又稱液態(tài)模鍛,是使熔融態(tài)金屬或半固態(tài)合金,直接注入敞口模具中,隨后閉合模具,以產(chǎn)生充填流動,到達制件外部形狀,接著施以高壓,使已凝固的金屬(外殼)產(chǎn)生塑性變形,未凝固金屬承受等靜壓,同時發(fā)生高壓凝固,最后獲得制件或毛坯的方法,以上為直接擠壓鑄造;還有間接擠壓鑄造指將熔融態(tài)金屬或半固態(tài)合金通過沖頭注入密閉的模具型腔內(nèi),并施以高壓,使之在壓力下結(jié)晶凝固成型,最后獲得制件或毛坯的方法。
連續(xù)鑄造 是利用貫通的結(jié)晶器在一端連續(xù)地澆入液態(tài)金屬,從另一端連續(xù)地拔出成型材料的鑄造方法。
拉拔 是用 外力作用于被拉 金屬的前端,將金屬坯料從小于 坯料斷面的模孔中拉出,以獲得相應(yīng)的形狀和尺寸的制品的一種塑性加工方法。由于拉拔多在冷態(tài)下進行,因此也叫冷拔或冷拉。
沖壓 是靠壓力機和模具對板材、帶材、管材和型材等施加外力,使之產(chǎn)生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的成形加工方法。
金屬注射成形 (Metal Injection Molding,簡稱MIM)是一種從塑料注射成形行業(yè)中引伸出來的新型粉末冶金近凈成形技術(shù),眾所周知,塑料注射成形技術(shù)低廉的價格生產(chǎn)各種復(fù)雜形狀的制品,但塑料制品強度不高,為了改善其性能,可以在塑料中添加金屬或陶瓷粉末以得到強度較高、耐磨性好的制品。近年來,這一想法已發(fā)展演變?yōu)樽畲笙薅鹊靥岣吖腆w粒子的含量并且在隨后的燒結(jié)過程中完全除去粘結(jié)劑并使成形坯致密化。這種新的粉末冶金成形方法稱為金屬注射成形。
車削加工 是指車床加工是機械加工的一部份。車床加工主要用車刀對旋轉(zhuǎn)的工件進行車削加工。車床主要用于加工軸、盤、套和其他具有回轉(zhuǎn)表面的工件,是機械制造和修配工廠中使用最廣的一類機床加工。車削加工是在車床上利用工件相對于刀具旋轉(zhuǎn)對工件進行切削加工的方法。車削加工的切削能主要由工件而不是刀具提供。車削是最基本、最常見的切削加工方法,在生產(chǎn)中占有十分重要的地位。車削適于加工回轉(zhuǎn)表面,大部分具有回轉(zhuǎn)表面的工件都可以用車削方法加工,如內(nèi)外圓柱面、內(nèi)外圓錐面、端面、溝槽、螺紋和回轉(zhuǎn)成形面等,所用刀具主要是車刀。
銑削加工 銑削是將毛坯固定,用高速旋轉(zhuǎn)的銑刀在毛坯上走刀,切出需要的形狀和特征。傳統(tǒng)銑削較多地用于銑輪廓和槽等簡單外形/特征。數(shù)控銑床可以進行復(fù)雜外形和特征的加工。銑鏜加工中心可進行三軸或多軸銑鏜加工,用于加工,模具,檢具,胎具,薄壁復(fù)雜曲面,人工假體,葉片等。在選擇數(shù)控銑削加工內(nèi)容時,應(yīng)充分發(fā)揮數(shù)控銑床的優(yōu)勢和關(guān)鍵作用。
刨削加工 是用刨刀對工件作水平相對直線往復(fù)運動的切削加工方法,主要用于零件的外形加工。刨削加工的精度為IT9~IT7,表面粗糙度Ra為6.3~1.6um。
磨削加工 磨削是指用磨料,磨具切除工件上多余材料的加工方法。磨削加工是應(yīng)用較為廣泛的切削加工方法之一。
選擇性激光熔融 在一個鋪滿金屬粉末的槽內(nèi),計算機控制著一束大功率的二氧化碳激光選擇性地掃過金屬粉末表面。在激光所到之處,表層的金屬粉末完全熔融結(jié)合在一起,而沒有照到的地方依然保持著粉末狀態(tài)。整個過程都需要在一個充滿惰性氣體的密封艙內(nèi)進行。
選擇性激光燒結(jié) 是SLS法采用紅外激光器作能源,使用的造型材料多為粉末材料。加工時,首先將粉末預(yù)熱到稍低于其熔點的溫度,然后在刮平棍子的作用下將粉末鋪平;激光束在計算機控制下根據(jù)分層截面信息進行有選擇地?zé)Y(jié),一層完成后再進行下一層燒結(jié),全部燒結(jié)完后去掉多余的粉末,則就可以得到一燒結(jié)好的零件。目前成熟的工藝材料為蠟粉及塑料粉,用金屬粉或陶瓷粉進行燒結(jié)的工藝還在研究之中。
金屬沉積 與“擠奶油”式的熔融沉積有些相似,但噴出的是金屬粉末。噴嘴在噴出金屬粉末材料的同時,還會一并提供高功率激光以及惰性氣體保護。這樣不會受到金屬粉末箱尺寸的局限,能直接制造出更大體積的零部件,而且也很適合對局部破損的精密零件進行修復(fù)。
輥軋成型 輥軋成型方法是使用一組連續(xù)機架來把不銹鋼軋成復(fù)雜形狀。輥子的順序是這樣設(shè)計的,即:每個機架的輥型可連續(xù)使金屬變形,直到獲得所需的最終形狀。如果部件的形狀復(fù)雜,最多可用三十六個機架,但形狀簡單的部件,三、四個機架就可以了。
模鍛 是指在專用模鍛設(shè)備上利用模具使毛坯成型而獲得鍛件的鍛造方法。此方法生產(chǎn)的鍛件尺寸精確,加工余量較小,結(jié)構(gòu)也比較復(fù)雜生產(chǎn)率高。
模切 即下料工藝,將前制程成型后的薄膜定位在沖切模公模上,合模去除多余的材料,保留產(chǎn)品3D外形,與模具型腔相匹配。
模切制程-刀模 刀模下料工藝,將薄膜面板或線路定位在底板上,將刀模固定在機器上模板,利用機器下壓提供的力量控制刀鋒將材料切斷。他區(qū)別于沖切模的地方在于,切口更光滑;同時通過對切割壓力、深淺的調(diào)整可以沖切出壓痕、半斷等效果。同時模具的成本低作業(yè)更方便、安全、快捷。
|















頁")

























掃描二維碼
收藏網(wǎng)站
業(yè)務(wù)咨詢:19876838336(陳小姐) 技術(shù)服務(wù):19866089373(張工) 座機:020-32038682 傳真:020-32037393 郵箱:[email protected]
投訴電話:18620110373 地址:廣州市黃埔區(qū)云埔工業(yè)區(qū)云埔三路19號 郵編:510530
版權(quán)所有(C):廣州聚鎂材料科技有限公司 技術(shù)支持:今科科技 粵ICP備16058026號-2  粵公網(wǎng)安備 44011602000513號
粵公網(wǎng)安備 44011602000513號