

- 1
- 2
- 3
新聞中心News
|
博客詳情
當前位置:
首頁>
博客詳情
拋丸處理
專欄:行業資訊
發布日期:2019-09-20
閱讀量:617
作者:
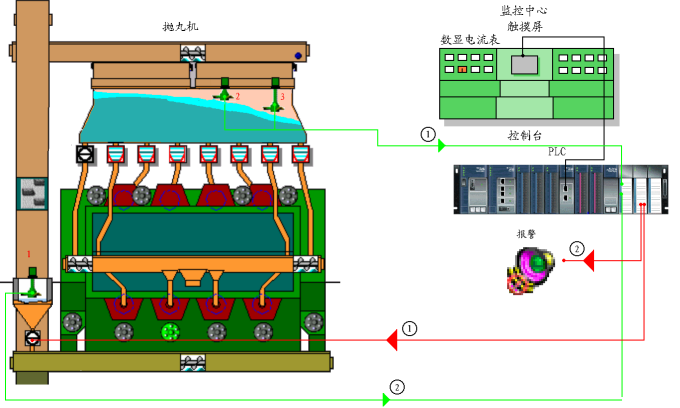
 拋丸處理是利用拋丸機上的拋頭上的葉輪在高速旋轉時的離心力,把磨料以很高的線速度射向被處理的鋼材表面,產生打擊和磨削作用,除去鋼材表面的氧化皮和銹蝕,并產生一定的粗糙度。拋丸處理的效率很高,可以在密封的環境中進行。 廣泛應用于車間鋼材預處理流水線。拋丸用于車間內對型鋼和鋼板、鐵道車輛、集裝箱和其他拼裝好結構進行噴射清理。 拋丸清理在密封條件下進行,有吸塵裝置,自動化涂漆,是效率很高的自動化流水線作業,它的優點是: ①按鋼材用途可清理規定的除銹級別,并可獲得均勻的完工表面; ②封閉式作業,無粉塵飛揚; ③適用于5mm以上鋼板,寬扁鋼和型鋼 ④速度快,工作效率高,質量穩定。 可調整磨料的粗細、壓縮空氣壓力的大小(即拋射的線速度)、拋丸的時間從而獲得不同的拋丸光潔度和清理質量。 除銹等級介紹 國家標準GB8923—88《涂裝前鋼材表面修飾等級和除銹等級》將除銹等級分成噴射或拋射除銹、手工和動力除銹、火焰除銹三種類型:噴射或拋射除銹,拋丸處理工藝等級分別為Sa1、Sa2、Sa2.5、Sa3,為國際慣常通用標 Sa1級——相當于美國SSPC—SP7級。采用一般簡單的手工刷除、砂布打磨方法 這是四種清潔度 (或清掃級) Sa2級——相當于美國SSPC—SP6級。采用噴砂清理方法,這是噴砂處理中最低的一級,即一般的要求,但對于涂層的保護要比手工刷除清理要提高許多。Sa2級處理的技術標準:工件表面應無可見的油脂和污垢、氧化皮、鐵銹等附著物已基本清除,其殘留物應是牢固附者的。鋼材表面均勻布置拋后形成的拋射凹痕,抗滑移系數達到0.35~0.4,但疵點限定為不超過每平方米表面的33%,可包括輕微陰影;少量因疵點、銹蝕引起的輕微脫色;氧化皮及油漆疵點。如果工件原表面有凹痕,則輕微的銹蝕和油漆還會殘留在凹痕底部。Sa2級也叫商品清理級(或工業級)。 上一頁:五金模具使用怎么保養?
|


掃描二維碼
收藏網站
業務咨詢:19876838336(陳小姐) 技術服務:19866089373(張工) 座機:020-32038682 傳真:020-32037393 郵箱:[email protected]
投訴電話:18620110373 地址:廣州市黃埔區云埔工業區云埔三路19號 郵編:510530
版權所有(C):廣州聚鎂材料科技有限公司 技術支持:今科科技 粵ICP備16058026號-2  粵公網安備 44011602000513號
粵公網安備 44011602000513號